
Trên thị trường hiện nay có rất nhiều ngành sử dụng inox làm nguyên vật liệu trang trí, dụng cụ chuyên dụng, hay đồ dùng trong gia đình,…Nhưng không phải ai cũng biết cách xử lí mối hàn inox sao cho đẹp mắt, không để lại vết. Hãy cùng các chuyên gia inox giải đáp vấn đề này.
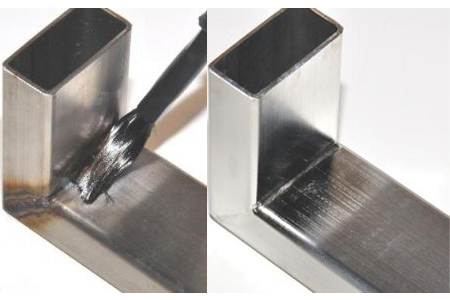
Mối hàn trước và sau khi xử lý
Quy trình xử lý mối hàn inox gồm:
- 1. Mài thô bề mặt mối hàn hoặc điểm gia công nhiệt
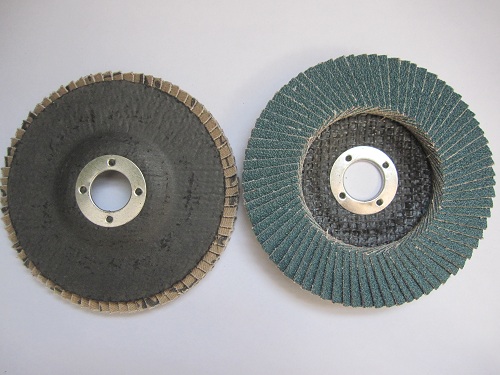
- Sử dụng nhám xếp phù hợp cỡ hạt để xử lý mối hàn inox

-
Quá trình mài được thực hiện để loại bỏ sự nhấp nhô của bề mặt mối hàn inox. Các cỡ hạt được dùng cho quá trình mài:
- Cỡ hạt 36: Dùng để xóa các vết hàn trên bề mặt inox với các mối hàn thô được tạo ra bởi quá trình hàn que, hàn Mig.
- Cỡ hạt 60: Dùng để xóa các mối hàn có độ nhấp nhô thấp được tạo ra bởi hàn Tig hoặc để xóa sự sần sùi của mối hàn sau khi đã mài với cỡ hạt 36.
- Cỡ hạt 80/120: Cỡ hạt này là cơ sở cho việc đánh bóng gương bằng phớt đánh bóng hoặc máy đánh bóng rung 3 chiều. nếu muốn tạo ra bề mặt bóng gương thì ta không thể bỏ qua công đoạn đánh bóng bằng cỡ hạt này.
- Cỡ hạt 180/240: Đây là cỡ hạt phù hợp bước cuối cùng của quá trình đánh sọc inox. Khi gia công đánh bóng gương inox, cỡ hạt này được coi là bước tiền đề khôngthể thiếu.
- -Cỡ hạt 360/400: cỡ hạt này sẽ tạo ra được bề mặt sáng bóng như gương.
- 2.Đánh bóng tinh mối hàn inox bằng phớt vải

Sử dụng bánh xốp chuyên dụng để đánh bóng bề mặt inox sau khi mài thô

Vật liệu được dùng là bánh vải đánh kết hợp với kem đánh bóng hoặc bột đánh bóng để tạo ra độ bóng của bề mặt kim loại.
Vải đánh bóng có nhiều loại phù hợp với từng công đoạn đánh bóng và yêu cầu sản phẩm.
- Vải đánh bóng có độ mịn trung bình: được dùng để đánh bóng các sản phẩm như thìa, muỗng, dao.
- Vải đánh bóng có độ mịn cao được dùng cho các thiết bị trong ngành dược, đồ trang trí cao cấp.
Quá trình đánh bóng gương được hình dung gồm các bước sau:
K36→K60→K120→K180→K280→K320→K400→đánh bóng tinh vải mịn trung bình với lơ→đánh bóng tinh vải độ mịn cao với lơ.









